Канбан (kanban, система канбан, Just in time)
-
это метод управления бережливыми производственными линиями (японское слово, обозначающее «сигнал» или «карточка»), использующий информационные карточки для передачи заказа на изготовление с последующего процесса на предыдущий.
Инструмент вытягивающей системы, который дает указание на производство или изъятие (передачу) изделий с одного процесса на другой. Применяется в Производственной Системе Toyota для организации вытягивания путем информирования предыдущей производственной стадии о том, что надо начинать работу. Система канбан позволяет оптимизировать цепочку планирования производственных мощностей, начиная от прогноза спроса, планирования производственных заданий и балансировки/распределения этих заданий по производственным мощностям с оптимизацией их загрузки.
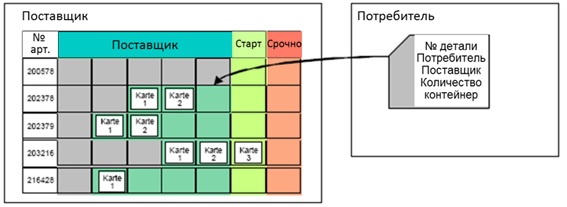
Является составной частью этой системы производства «точно-во-время» (Just-in-Time-Production, JIT), которая предполагает синхронную поставку необходимого в производстве материала: поступление непосредственно в производство на рабочее место к необходимому времени, в необходимом количестве, с предписанным качеством и в соответствующей потреблению упаковке. В качестве средства передачи информации используются бирки, карточки, тара, электронное сообщение карточки (по-японски «канбан»), которые перемещаются между потребителями и производителями по принципу супермаркета (см.схему 1).
Схема 1. Управление производством с помощью канбан по принципу супермаркета
Цель метода - это реализация производства «точно-во-время» (JIT) на всех производственных линиях, чтобы обеспечивать снижение размеров материальных запасов на складах и несмотря на это гарантировать высокую степень выполнения заказов в установленные сроки.
Предпосылкой упрощения коммуникации является однозначное обозначение информации на определенном носителе, в чем нуждаются и в каком количестве потребители. Если материал израсходован (или, например, запас достиг минимального уровня), только тогда, поставщик просит доставить новый материал. Этот запрос выдается через карточку канбан, которая обязательно транспортируется с каждой поставкой материала и возвращается в начало для новой поставки. Если карточку получает производитель, он начинает изготавливать необходимые детали. Когда запрошенное количество деталей произведено, кaнбан-карточка прикрепляется к держателю транспортирующего оборудования и отправляется по определенным правилам на исходное место (см.схему 2).
Схема 2. Транспортировка карточки канбан вместе с выполненным заказом.
Пример карточки представлен на схеме 3.
Схема 3. Пример карточки с применяемыми обозначениями.
Правила эффективного применения системы канбан
Президентом корпорацию Toyota Motor Corporation Тайити Oно предложены следующие правила эффективного применения карточек канбан:
Каждый последующий рабочий процесс изымает указанное карточкой канбан количество деталей от предшествующего рабочего процесса
Расположенный впереди рабочий процесс производит детали в количестве и последовательности в соответствии с указанной карточкой.
Ни одна деталь не должна быть произведена без карточки. Этим самым обеспечивается сокращение перепроизводства и избыточные перемещения товаров. Находящееся в обороте количество карточек канбан представляет собой объем максимальных запасов.
Товар всегда пристраивается к карточке. Карточка является своеобразным заказом на изготовление товара.
Дефектные детали не передаются дальше в последующий рабочий процесс. Результатом является изготовление полностью бездефектных изделий.
Уменьшение количества карточек повышает их чувствительность. Они вскрывают существующие проблемы и делают возможным контроль запасов.
При применении карточек канбан должна быть гарантирована обзорность и безопасность системы. Карточки не должны теряться, и не должны смешиваться. Так как часто на рабочем месте применяются несколько различных карточек, имеет смысл внедрения доски канбан, на которой собираются карточки. Карточки, прибывающие к производителю, вставляются в управляющую доску. Когда вновь прибывшие карточки канбан дошли до поля «запуск», все собранные карточки соответствующего номера детали принимаются совместно используются для производства (см.схему 4).
Схема 4. Пример карточки с применяемыми обозначениями.
Знаете ли Вы, что такое "Большой Взрыв"? Согласно рупору релятивистской идеологии Википедии "Большой взрыв (англ. Big Bang) - это космологическая модель, описывающая раннее развитие Вселенной, а именно - начало расширения Вселенной, перед которым Вселенная находилась в сингулярном состоянии. Обычно сейчас автоматически сочетают теорию Большого взрыва и модель горячей Вселенной, но эти концепции независимы и исторически существовало также представление о холодной начальной Вселенной вблизи Большого взрыва. Именно сочетание теории Большого взрыва с теорией горячей Вселенной, подкрепляемое существованием реликтового излучения..." В этой тираде количество нонсенсов (бессмыслиц) больше, чем количество предложений, иначе просто трудно запутать сознание обывателя до такой степени, чтобы он поверил в эту ахинею. На самом деле взорваться что-либо может только в уже имеющемся пространстве. Без этого никакого взрыва в принципе быть не может, так как "взрыв" - понятие, применимое только внутри уже имеющегося пространства. А раз так, то есть, если пространство вселенной уже было до БВ, то БВ не может быть началом Вселенной в принципе. Это во-первых. Во-вторых, Вселенная - это не обычный конечный объект с границами, это сама бесконечность во времени и пространстве. У нее нет начала и конца, а также пространственных границ уже по ее определению: она есть всё (потому и называется Вселенной). В третьих, фраза "представление о холодной начальной Вселенной вблизи Большого взрыва" тоже есть сплошной нонсенс. Что могло быть "вблизи Большого взрыва", если самой Вселенной там еще не было? Подробнее читайте в FAQ по эфирной физике.